| 产品特性:通用 | 是否进口:否 | 产地:佛山 |
| 材质:不锈钢 | 产地/厂家:佛山 | 仓库所在城市:顺德 |
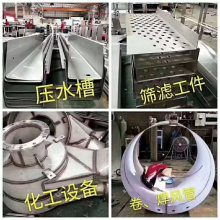
| 仓库:金昌国际仓库37号 | 质量等级:一级 | 用途范围:汽车用、 太阳能、 金属制品、 家用电器、 精密电子、 集装箱、 机械制造、 电梯、 卫生洁具、 轨道交通、 压力容器、 建筑装饰、 核电、 餐饮厨具、 化工设备、 日用电器、 食用机械、 结构制管、 其他 |
| 配送服务:可配送到厂 | 货物销售类型:现货 | 计重方式:理计 |
| 规格:10、 40、 50、 20、 30、 60、 12、 14、 18、 16、 25、 8*200*9000、 8*250*8000、 8*300*8000、 10*250*8000、 10*300*8000、 8*180*8000、 8*180*9000、 10*180*9000、 8*250*9000、 10*200*8000、 10*250*9000、 8*200*8000、 10*180*8000、 10*200*9000、 10*300*9000 | 仓库地址:佛山 | 仓库电话:15112951736 |
| 加工服务:可提供 | 产品表面描述:工业面 |
“ 广东佛山厂家批发零售不锈钢中厚板激光切割加工,可在任意尺寸下单
批发零售开界
中厚板
激光切割
加工问题的探讨:
中厚板
激光
切割加工作为一门发展极快的高新技术产业,激光切割已经渗透到各行各业中,它是支撑当前制造业转型升级的关键要素之一。随着计算机控制技术和光学技术的不断进步,切得好、切得快的激光切割已经越来越为广大用户所接受。但在中厚板激光切割加工过程中,偶尔也会出现一些问题影响加工质量。小编通过对常见问题进行分析,并提出了相应的改善方案,抛砖引玉,以期对各位客户朋友有所帮助。
一、中厚板激光切割加工常见问题1、
碳钢
厚板穿孔问题:在厚板加工中穿孔时间占很大比重,各激光厂商纷纷开发了快速穿孔的技术,具有代表性的是高能穿孔(炸孔),这种方法的明显优点是速度快(1秒,以t16mm为例—以下相同),但缺陷是不仅影响对小形状的加工,穿孔时注入的巨大能量使
板材
温度升高进而影响接下来的整体切割过程。而用小功率脉冲进行穿孔的话,时间就很长(12秒),会导致切割效率的下降和单位成本的提高。2、切割面品质问题:展示出了加工中厚板激光切割加工时经常会遇见的切割断面,这样的切割不仅成品质量受到质疑,还会伴随着过烧和严重的粘渣出现,难以体现出
激光切割机
区别于其他切割手段的价值。
3、整板加工稳定性问题:在对
钢材
的整板加工中,经常会出现局部区域加工不良的现象。这种现象有时很随机,即使在加工设备状态良好的情况下也会出现。为了处理局部故障品而***影响了整个工作进度。
二、针对中厚板激光切割加工上述问题的解决方案:1、高峰穿孔(HPP)方案:顾名思义就是利用占空比小的高峰值脉冲激光,辅以喷射在材料表面上的不燃油以清除开孔边缘附着物,控制脉冲的合理频率边冷却边穿孔。其特点是相对炸孔虽然时间稍长(3秒),但穿出的孔径小(约φ4mm),且开孔边缘无附着物以及入热较低,便于接下来的正常切割加工,相比普通穿孔效率则提高了4倍。
2、中厚板激光切割加工断面改善方案:对于碳钢来说改善切割断面的重要因素是控制对板材的入热,并***激光照射部分的充分燃烧。另外由于厚板其在穿孔和切割时的佳焦点位置有所不同,若激光切割机焦点位置固定,那么会导致穿孔品质和切割品质都下降。华俄激光自主开发的
数控
系统具有自动调整焦点功能,通过自动调整焦点装置来设定佳的焦点位置,***了穿孔品质和切割品质的稳定。同一块国产板材上用传统条件和伯纳条件进行切割的效果比较。
3、***中厚板激光切割加工稳定性的方案:当前为了提高加工设备的运行速度,激光切割机多采用俗称飞行光路的结构,即材料
托盘
不动而加工头在整个可加工区域内运动的形式。而为了补偿加工头与光源相对位置的变化,各厂商也尽可能***光斑在加工范围内的一致性,使用曲率可变折射镜是普遍选择的方式。这种方法虽然结构简单却会改变焦深,使在对焦深极为敏感的中厚板切割时会显得力不从心(既要保持光斑不变又要保持焦深不变)。
以上是不锈钢中厚板激光切割的详细介绍,包括不锈钢中厚板激光切割的厂家、价格、型号、图片、产地、品牌等信息!